Blog más reciente
Taladrado de orificios ciegos de vidrio y mecanizado de taladrado de polímeros con láser UV pulsado
Dec 30 , 2022Taladrado de orificios ciegos de vidrio y mecanizado de taladrado de polímeros con láser UV pulsado
Mecanizado de agujeros ciegos
Mediante el uso de técnicas láser patentadas, las máquinas IPG de alta relación de aspecto reducen los orificios en espesores de material de hasta 2 mm. Los ejemplos incluyen orificios de 25 micras de diámetro en discos de nailon y tungsteno de 1 mm de espesor, o orificios de 50 micras de diámetro en materiales de 2 mm de espesor.
La óptica de iluminación avanzada se usa para acondicionar el rayo láser para proporcionar una distribución uniforme de energía en el área expuesta, típicamente
mejor que ± 5 %. Esto permite el mecanizado con un control de profundidad extremadamente preciso, ya que se puede utilizar un proceso de eliminación pulso por pulso, capa por capa, para mecanizar la pieza con un control de profundidad de nivel submicrónico.
Se pueden proporcionar estaciones de trabajo UV para perforación de agujeros ciegos y agujeros pasantes, con sistemas de micromaquinado de carga manual, semiautomáticos y completamente automáticos disponibles.
Perforación de vidrio con agujero ciego
Debido a su tendencia a agrietarse con el estrés térmico y su transparencia, el vidrio es un material difícil de perforar con láser con alta precisión. Se pueden procesar grandes conjuntos de orificios ciegos o pasantes de escala micrométrica con control de profundidad submicrónico en materiales de hasta 500 μm de espesor. Los orificios avellanados únicos de alta repetibilidad en vidrio de 150 μm de espesor son un ejemplo de un proceso de producción típico proporcionado por IPG Photonics.
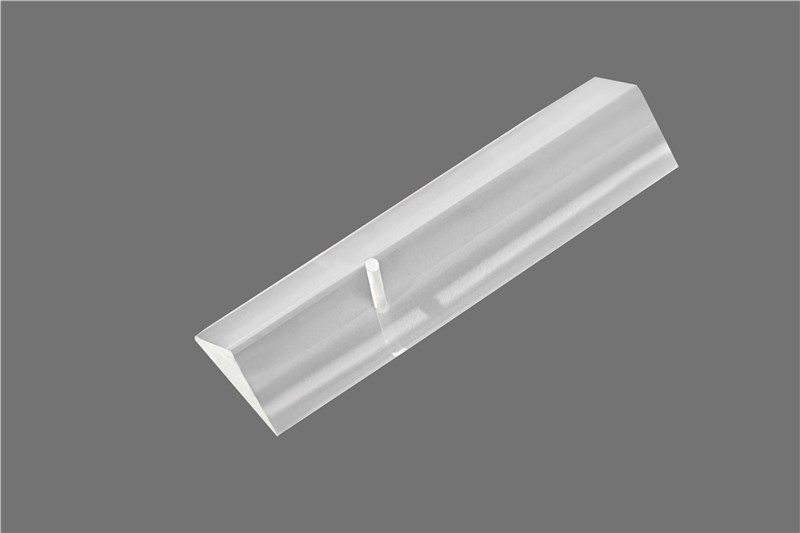
La figura muestra agujeros ciegos de 50 µm de diámetro hasta 400 µm de profundidad en vidrio.
Taladrado de polímero de agujero ciego
Arrays of simple or complex mask features can be projected onto the target, and exposed sequentially to produce tridimensional features of various sizes and shapes. Several features may be exposed with a single pulse, and exposure fields can be stepped across the part to achieve large-area patterning
Patterning of Highly-dense Features by UV Ablation
When large amounts of material must be removed by UV light, the total laser power is the key for high throughput. The process is efficient when the laser beam is shaped to fill large area mask.
The figure shows massively parallel blind hole array in polymer. In this example one hundred ~ 4 µm diameter holes fit in a 50 × 50 µm area. The minimum feature size in this process can be down to 2 μm.