
Aplicación y proceso de láser ultravioleta en impresión 3D (SLA)
Aug 17 , 2022Aplicación y proceso de láser ultravioleta en impresión 3D (SLA)
Este artículo lo guiará para comprender y dominar el proceso de investigación y aplicación de los láseres UV en la impresión 3D.
1. Tecnología de procesamiento láser y láser
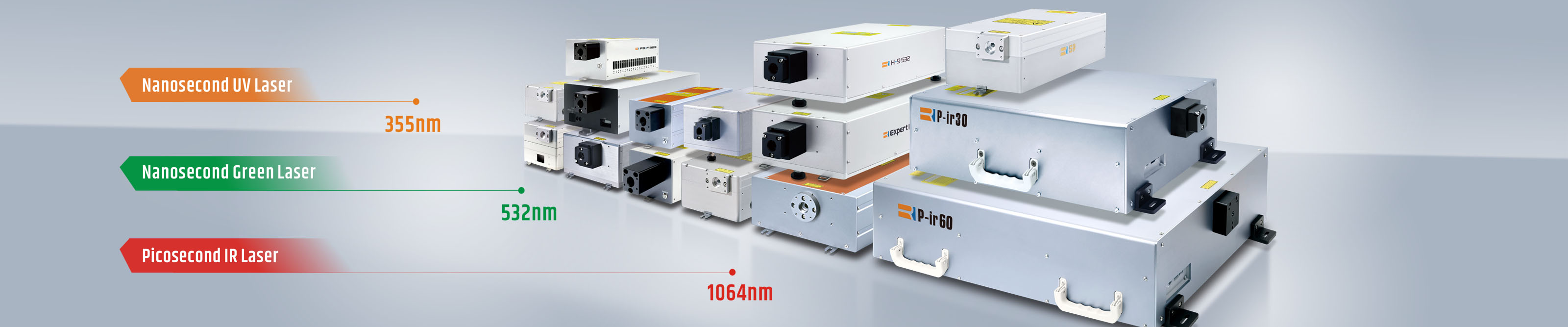
(1) El láser es uno de los inventos importantes de la década de 1960. Tiene las ventajas de una buena monocromaticidad, direccionalidad, fuerte coherencia y alta densidad de potencia. Con el desarrollo de la industria, hay más y más tipos de láseres. Según su longitud de onda, se puede dividir en tres categorías: láser infrarrojo, láser verde y láser ultravioleta. La aplicación y el proceso del láser ultravioleta se presentan principalmente aquí.

(2) láser ultravioleta
The wavelength of ultraviolet laser is 355nm, which belongs to the cold light source, which can be better absorbed by the material, and the damage to the material is also the smallest. The wavelength of the ultraviolet laser is short. Taking the domestic Belling 3W ultraviolet laser as an example, the pulse width is 10ns-15ns, and the action time on the material is short, which can minimize the time of thermal effect and protect the material. The spot is 0.5mm (The above data will be different for lasers of different manufacturers), the smaller the spot, the more concentrated the energy. Compared with the high thermal effect of fiber lasers and the large spot of CO2 lasers, ultraviolet lasers have unique advantages in processing some special materials.
Research and Application of Ultraviolet Laser 3D Printing Technology
UV laser
Second, the application and process of ultraviolet laser in 3D printing (SLA)
(1) Principle and mechanism of UV laser 3D printing
The ultraviolet laser irradiates the liquid photosensitive resin through the pulsed ultraviolet wave (UV), and then the scanning galvanometer scans the X-Y plane layer by layer from bottom to top, and finally solidifies and forms with high forming accuracy (±0.1mm). ), with a high degree of analog reducibility.
(2) The main parameters of UV laser in 3D printing
Since the absorption coefficient of ultraviolet light by the liquid photosensitive resin is the largest, the resin can be cured with a lower light energy density, but the absorption of ultraviolet light by the photosensitive resin follows the Beer-Lambert law, that is, the energy density of ultraviolet light increases with the transmission. The increase in depth decays exponentially. Theory and experiments show that only when the ultraviolet energy density received by the liquid photosensitive resin exceeds a certain threshold, gel will be generated (gel state is a critical state between liquid and solid), so it is necessary to continuously output more than 200mw during the curing process. The continuous UV light can cure it, but how can we achieve better curing quality?
La calidad de curado de la resina está determinada principalmente por la velocidad de exploración del láser ultravioleta en la superficie del líquido, el tamaño del punto de formación del láser y la potencia de salida continua del láser. La velocidad de exploración del galvanómetro afecta directamente el número de pulsos del láser y el tiempo de contacto del láser ultravioleta en la superficie de la resina fotosensible líquida. Si la velocidad de escaneo es demasiado rápida, puede conducir directamente a una cantidad insuficiente de pulsos de láser o a la dureza de curado final causada por el corto tiempo de contacto. Una serie de problemas como fallas bajas o de curado. El tamaño del punto UV final en la superficie de la resina fotosensible líquida afecta el espesor del soporte y el espesor del producto terminado, y si el punto láser no es redondo, puede causar una distribución desigual de la energía en la resina. resultando en una disminución en la calidad final del moldeado o en el ancho de la línea de curado. excepción, etc. La última es la potencia del láser. En general, la potencia de salida continua y estable entre 350 mw y 500 mw es la mejor. Si la potencia es demasiado alta, la resina puede volverse negra o amarilla. Si la potencia es demasiado baja, la resina puede volverse blanca o disminuir su dureza. Puede causar problemas como anomalías en la línea de polimerización y en la profundidad de polimerización. En resumen, debemos cumplir las siguientes condiciones para que el láser obtenga una mejor calidad de curado: 1. Potencia de salida continua y estable y superior a 350 mw; 2. 2. Pulso de salida láser continuo y estable; Mejor calidad de punto láser. Si la potencia es demasiado alta, la resina puede volverse negra o amarilla. Si la potencia es demasiado baja, la resina puede volverse blanca o disminuir su dureza. Puede causar problemas como anomalías en la línea de polimerización y en la profundidad de polimerización. En resumen, debemos cumplir las siguientes condiciones para que el láser obtenga una mejor calidad de curado: 1. Potencia de salida continua y estable y superior a 350 mw; 2. 2. Pulso de salida láser continuo y estable; Mejor calidad de punto láser. Si la potencia es demasiado alta, la resina puede volverse negra o amarilla. Si la potencia es demasiado baja, la resina puede volverse blanca o disminuir su dureza. Puede causar problemas como anomalías en la línea de polimerización y en la profundidad de polimerización. En resumen, debemos cumplir las siguientes condiciones para que el láser obtenga una mejor calidad de curado: 1. Potencia de salida continua y estable y superior a 350 mw; 2. 2. Pulso de salida láser continuo y estable; Mejor calidad de punto láser.
El láser UV enfriado por aire de 0.5-3W se lanza especialmente para aplicaciones de impresión 3D y fabricación aditiva. La energía de pulso único de este láser es >5μJ@100kHz, la tasa de repetición es 30-100kHz, el ancho de pulso es <70ns@100kHz, y la calidad del haz es alta (M2< 1.3), redondez del punto > 90%, estos Los estrictos requisitos de los parámetros pueden resolver perfectamente una serie de problemas, como la dureza insuficiente y la diferencia de color durante el proceso de curado, y el método de enfriamiento por aire hace que el láser sea más pequeño y más fácil de integrar.